




- Produto Químico de Alta Preocupação: Nenhum
- É um dispositivo inteligente: Não
- Aplicação: MÁQUINA DE FRESAGEM
- Número do modelo: M350MDCS EXPERT
- Origem: CN (Origem)
- Origin: Mainland China
- Hign-concerned Chemical: None
- Is Smart Device: no
- Application: Milling Machine
- Model Number: M350MDCS EXPERT
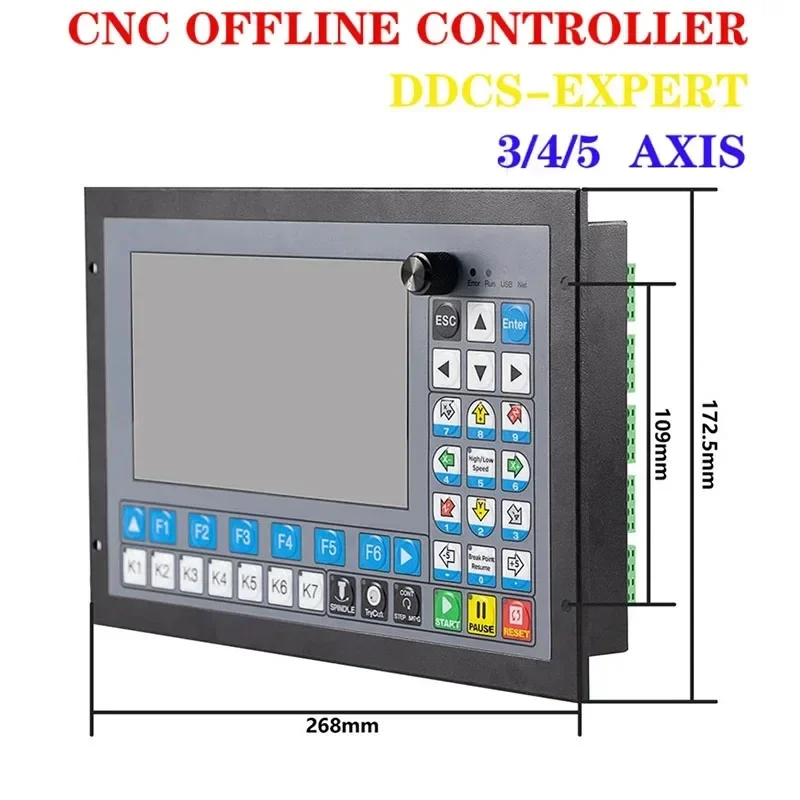
Controlador autônomo DDCS-EXPERT 3/4/5 eixos 1Mkhz suporte passo-passo de circuito fechado/eixo Y duplo/ATC substituir DDCSV3.1
Embalagem do produto:
1 x controlador cnc (3, 4, 5 eixos opcionais)
1 x cabo de extensão USB
1 unidade flash USB de 4 GB
1 x cabo de rede
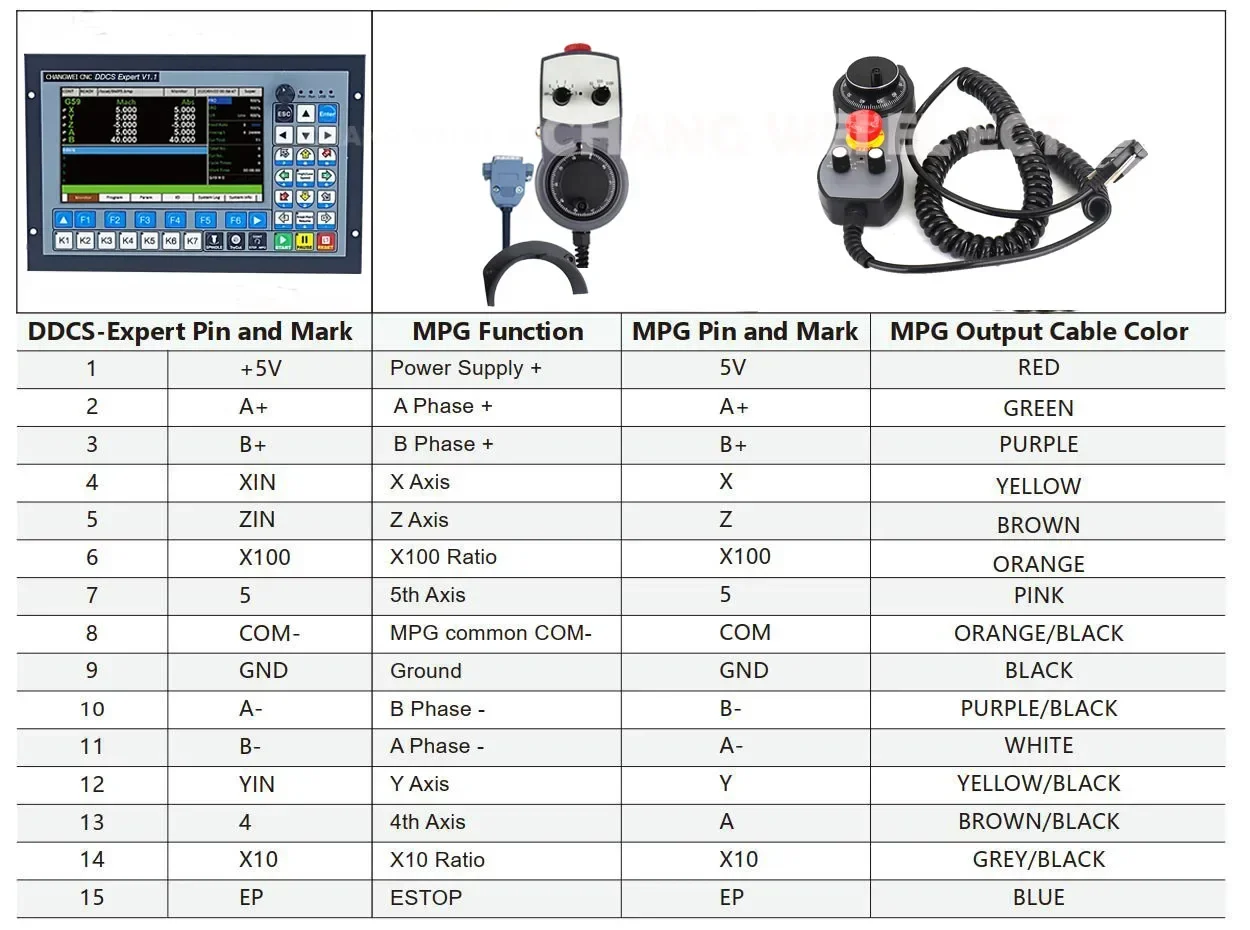
1x5 eixos volante eletrônico de parada de emergência MPG
Fonte de alimentação 2x75W
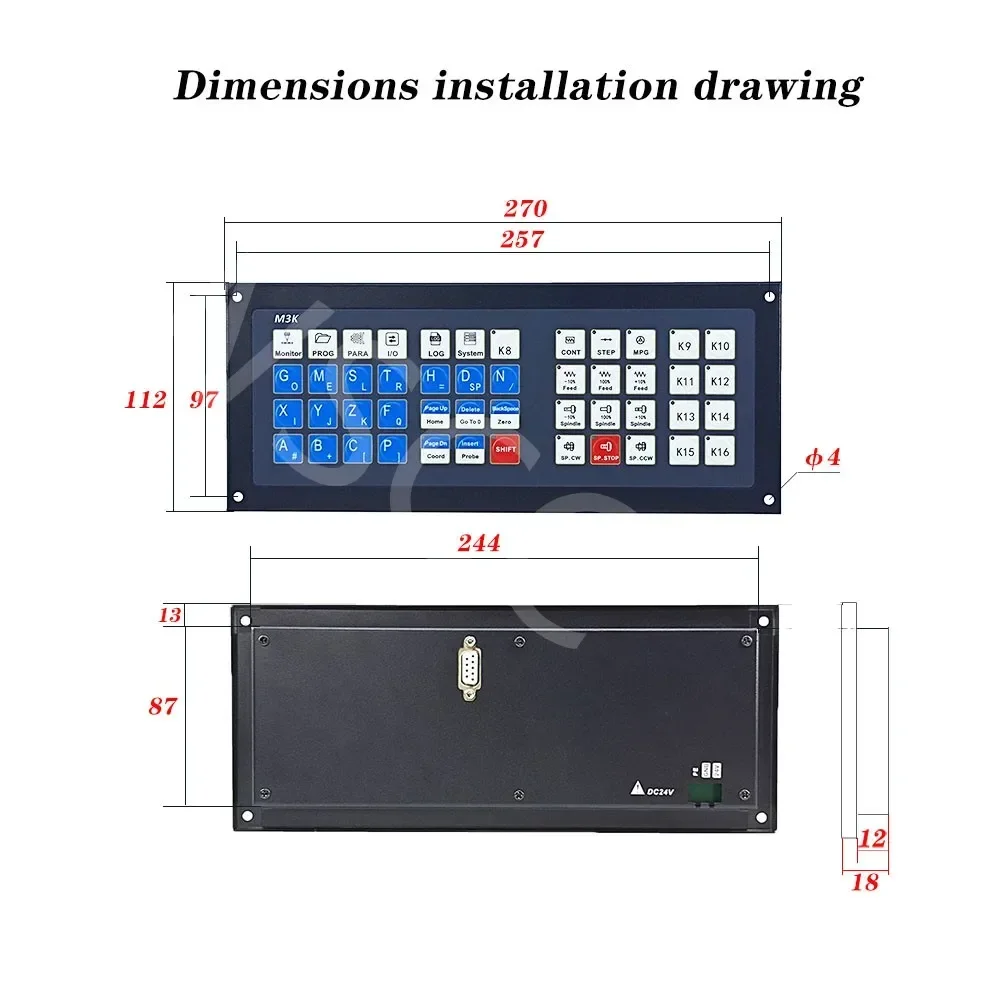
1 x teclado de última extensão
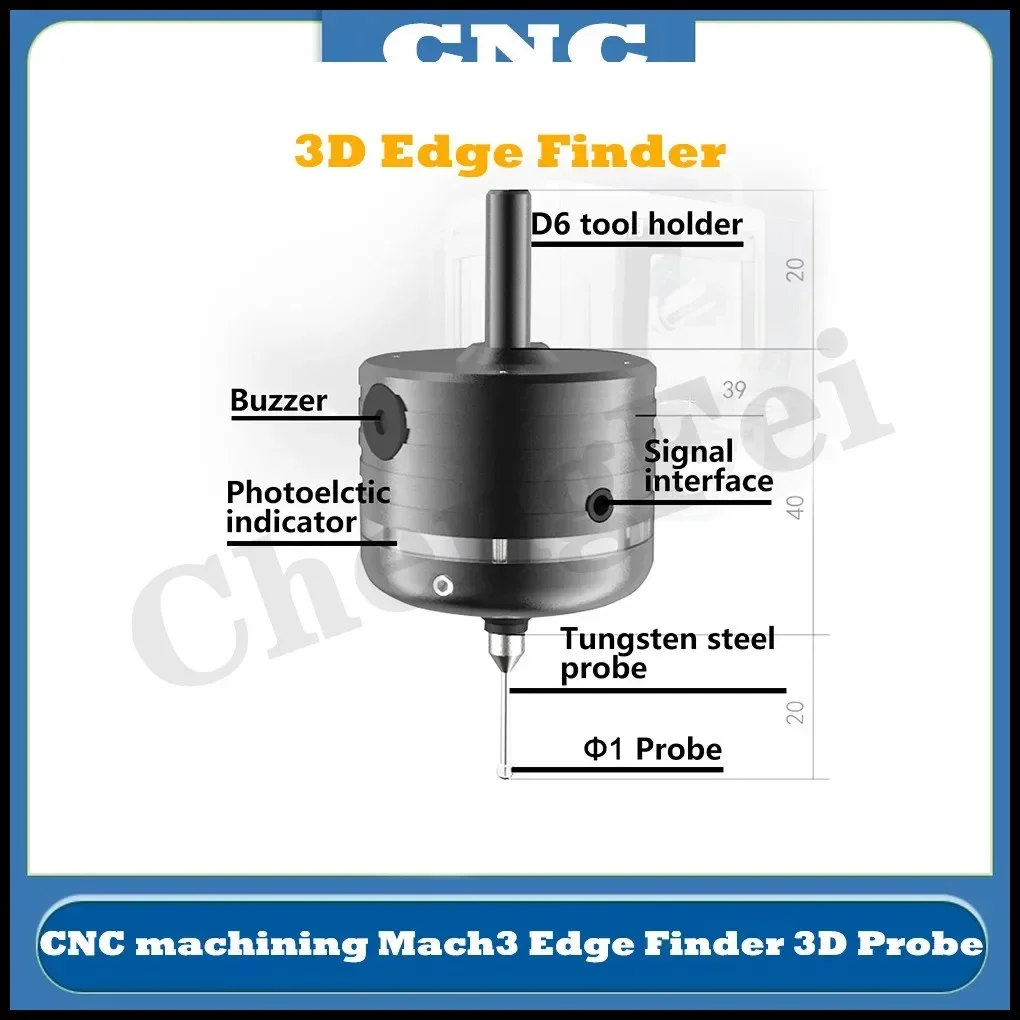
1 x localizador de borda 3D
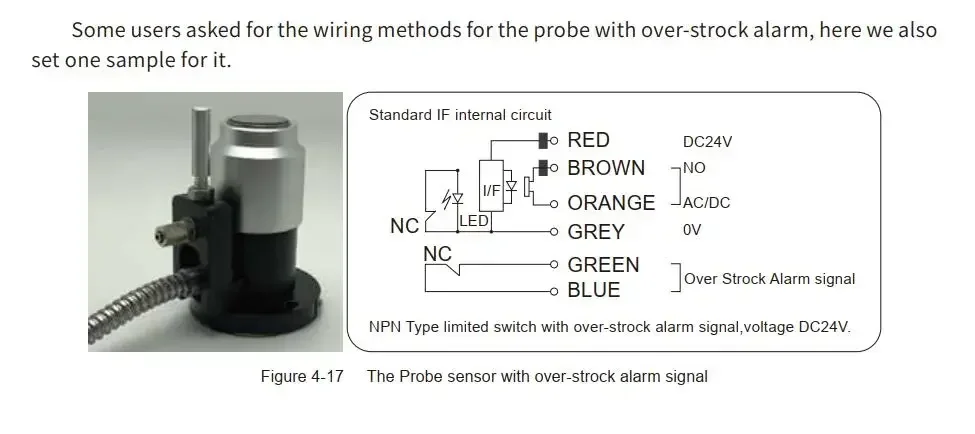
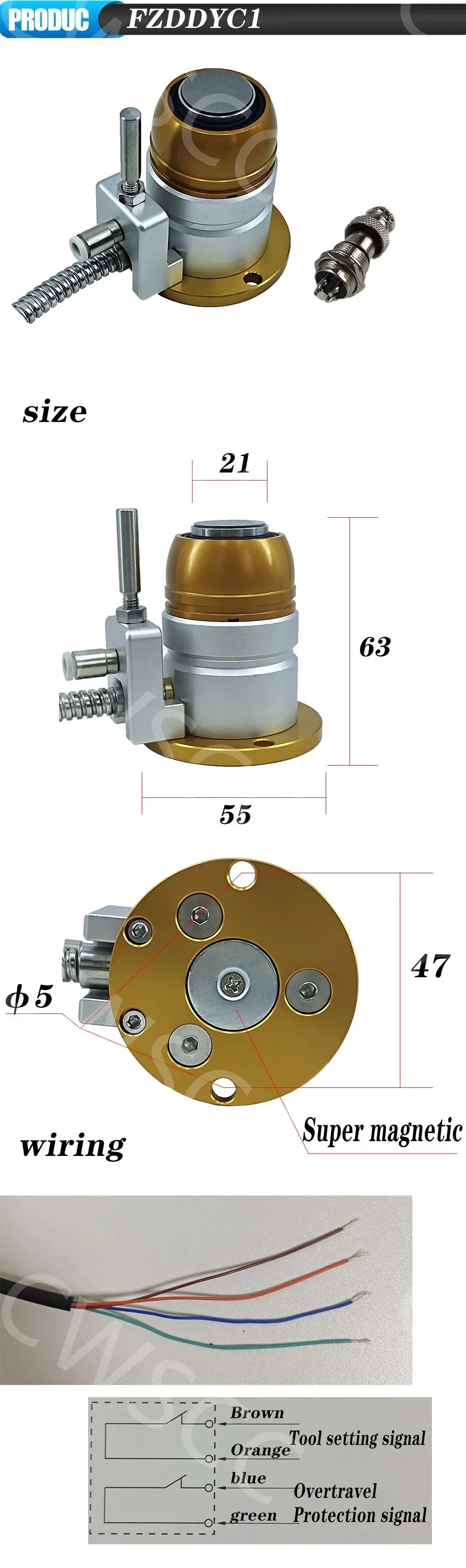
1 x sensor de sonda de instrumento do eixo Z (NC)

Introdução:
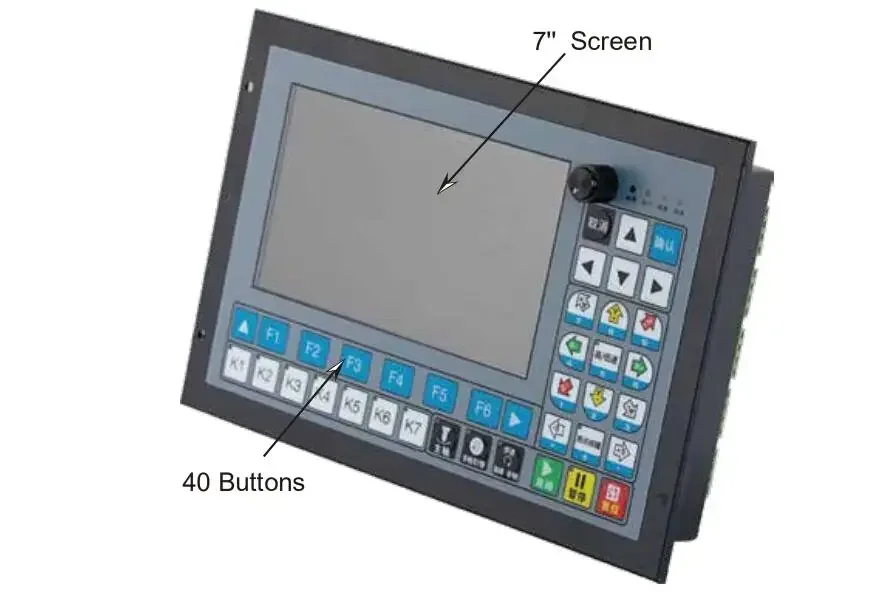
O sistema DDCS-EXPERT é um controlador de movimento profissional de 3 a 5 eixos baseado em uma plataforma incorporada.É equipado com uma tela colorida de 7 polegadas, entrada de teclado completa e teclas de função personalizáveis para tornar a operação do usuário mais conveniente.Ele suporta magazine de ferramentas em linha reta e multiprocesso, função de magazine de ferramentas de disco circular.A interface e a estrutura adotam o método convencional do mercado, com operação simples, fácil de aprender e entender e instalação conveniente.O sistema utiliza algoritmo avançado de controle de avanço de velocidade adaptativo, que possui características de alta eficiência de processamento e boa qualidade de superfície.Atenda às necessidades de diversas máquinas de gravação, máquinas de gravação e fresagem, corte
Recurso
* Máx.5 eixos; interpolação linear de 2-4 eixos, qualquer interpolação circular de 2 eixos;
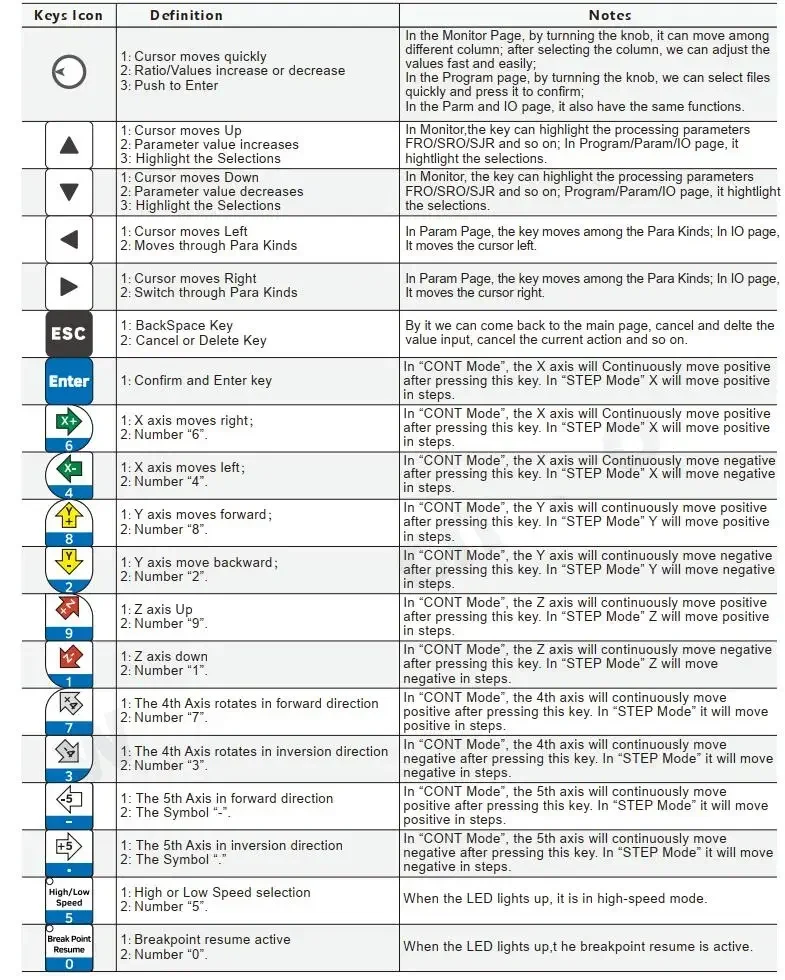
* Tela colorida de 7 polegadas; relação de resolução: 1024*600,40 teclas de operação
* 24 entradas digitais isoladas fotoelétricas, 21 saídas digitais isoladas fotoelétricas
* Controle de fuso analógico 0-10V controle de fuso, suporte para saída PWM
* Tipo de revista: Revista de ferramentas de fileira reta e multioperação e revista de disco
* Modo de sonda: Suporta sonda automática e sonda manual
* Sonda de posição fixa do sensor da ferramenta, Sonda do sensor da ferramenta flutuante, primeira sonda/segunda sonda;
* Métodos de compensação de folga: compensação de folga de direção, compensação de folga de raio, compensação de comprimento;
* Algoritmo de interpolação: tipo S, algoritmo circular duro, algoritmo circular suave;
* Idioma: Chinês, Inglês;
* Alarmes de software: erro de programa, erro de operação, erro de ultrapassagem, erro de driver e assim por diante
* Rede: Suporta compartilhamento de arquivos e usinagem on-line de arquivos remotos
* Saída diferencial para sinal de pulso e direção, máx.frequência de saída de pulso de interpolação 1Mhz
* Modo de controle do fuso, velocidade múltipla (4 linhas e 16 tipos de velocidade), servo fuso
* Compatível com código G padrão, suporta software CAD/CAM popular, como ArtCam, MasterCam, ProE, JDSoft SurfMill, Aspire, Fusion 360 e assim por diante.
* O sistema de controle pode visualizar o caminho de processamento antes da usinagem e torna o sistema mais estável, funcionando de maneira suave e precisa
* Suporta usinagem de alta velocidade em segmento Polyline contínuo, o sistema pode escolher automaticamente um algoritmo mais eficiente entre diferentes tipos de algoritmo de segmento Polyline;
* Suporta arquivo de tamanho ilimitado para usinagem
* Suporte para retomada de ponto de interrupção, recuperação de “corte de energia”, tente cortar, início pelo ponto mais próximo, início pela linha específica
* Função de bloqueio de tempo de suporte;
* Suporta 4 tipos de direitos de operação: visitante, operador, administrador, superadministrador
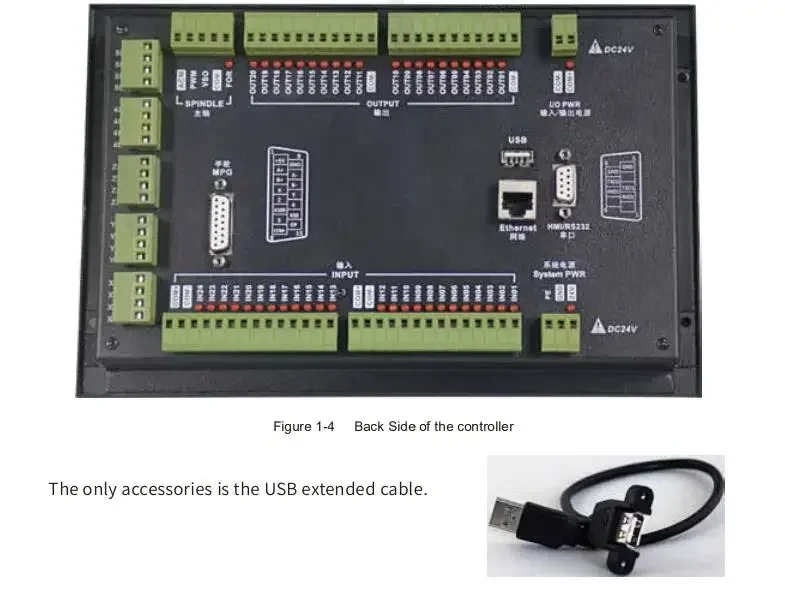
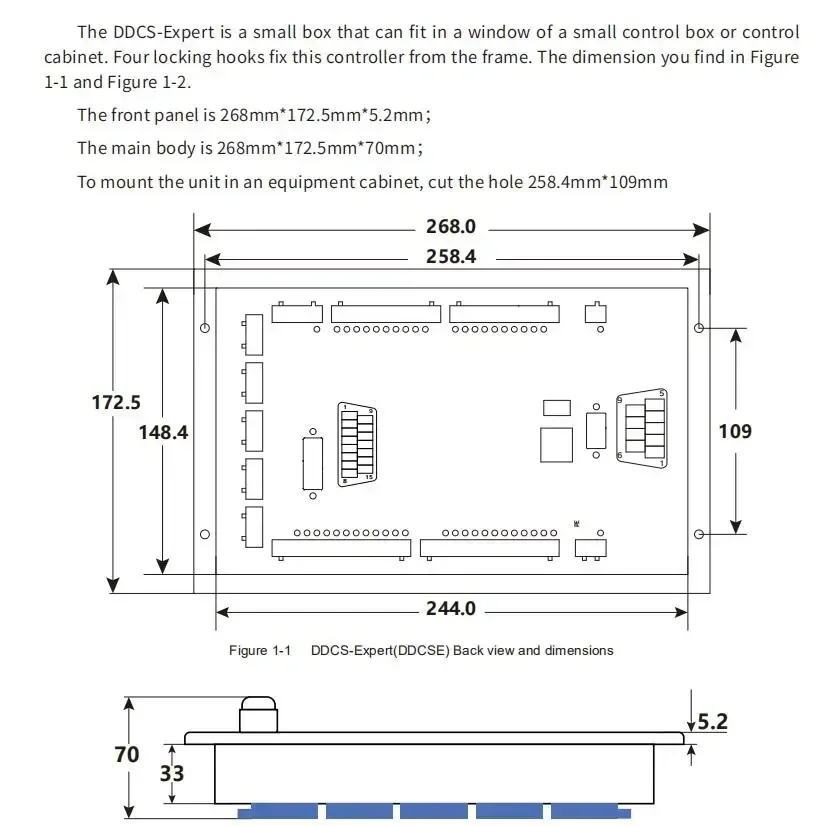
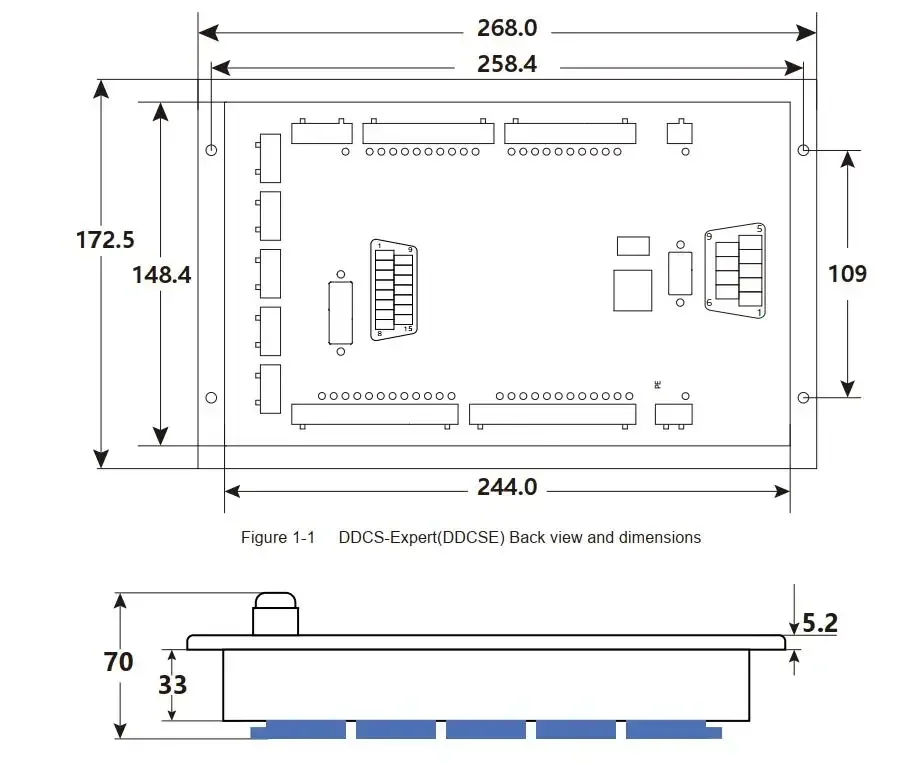
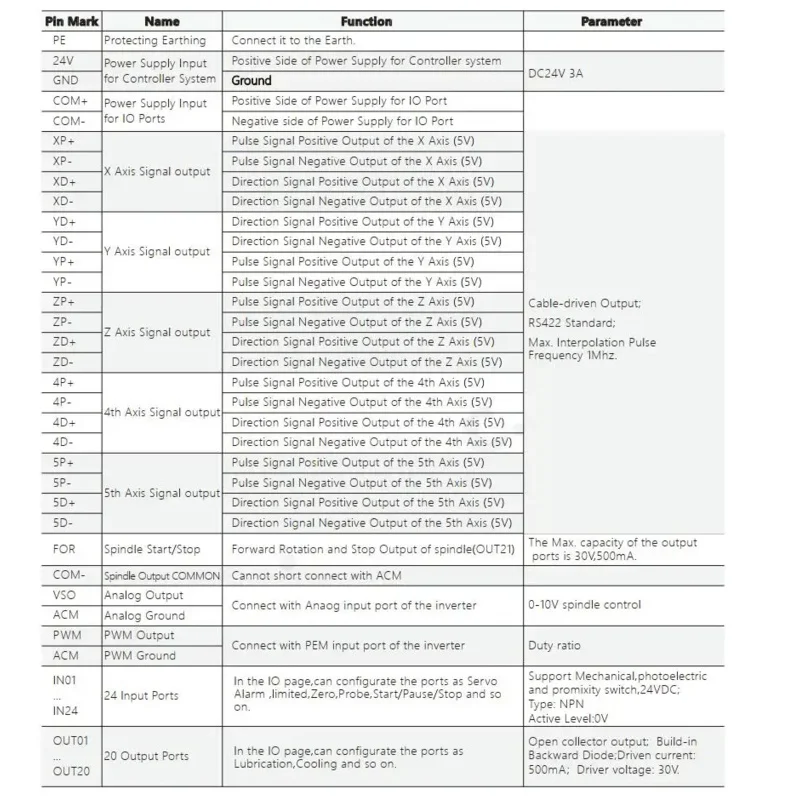
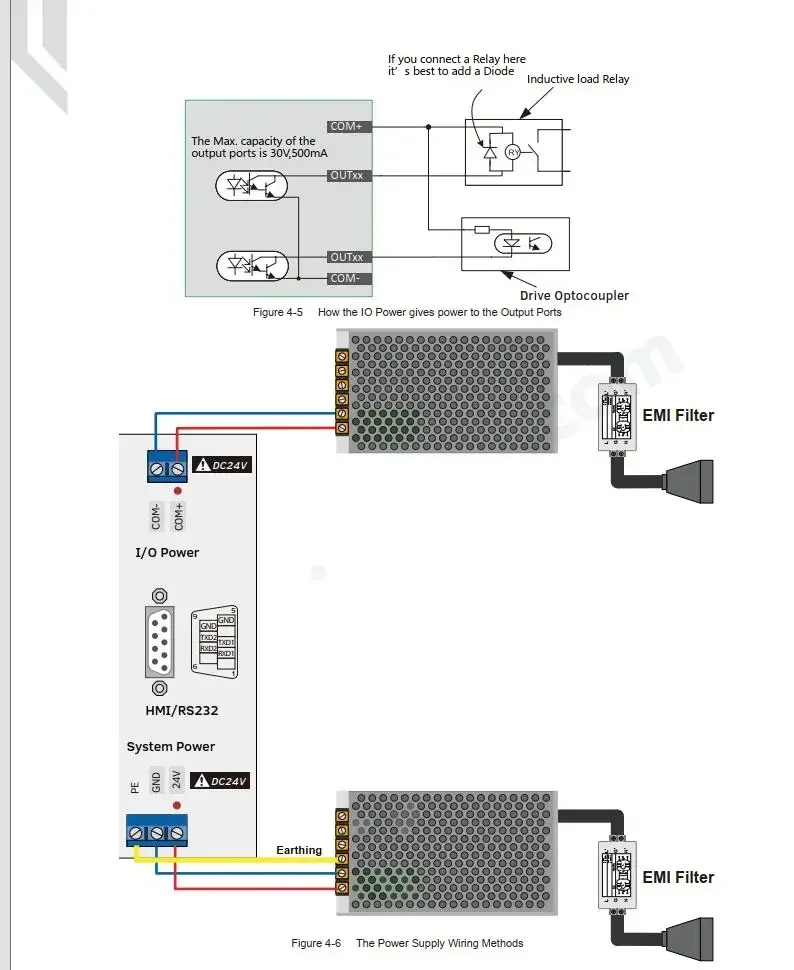
Introdução à fiação:
1) Fonte de alimentação do sistema e porta de entrada de energia IO; 2) Porta de saída do sinal do driver; 3) Entrada
E porta de saída; 4) Porta de saída do fuso; 5) Porta MPG; 6) Interface Ethernet e USB; 7)
Interface HMI/RS232.
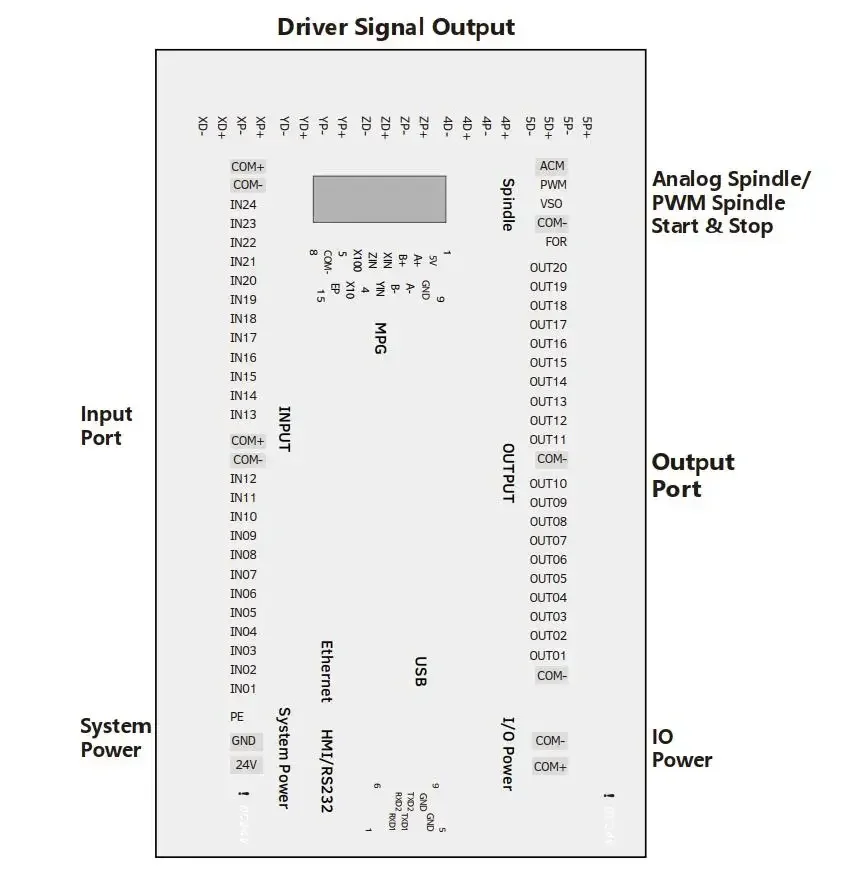
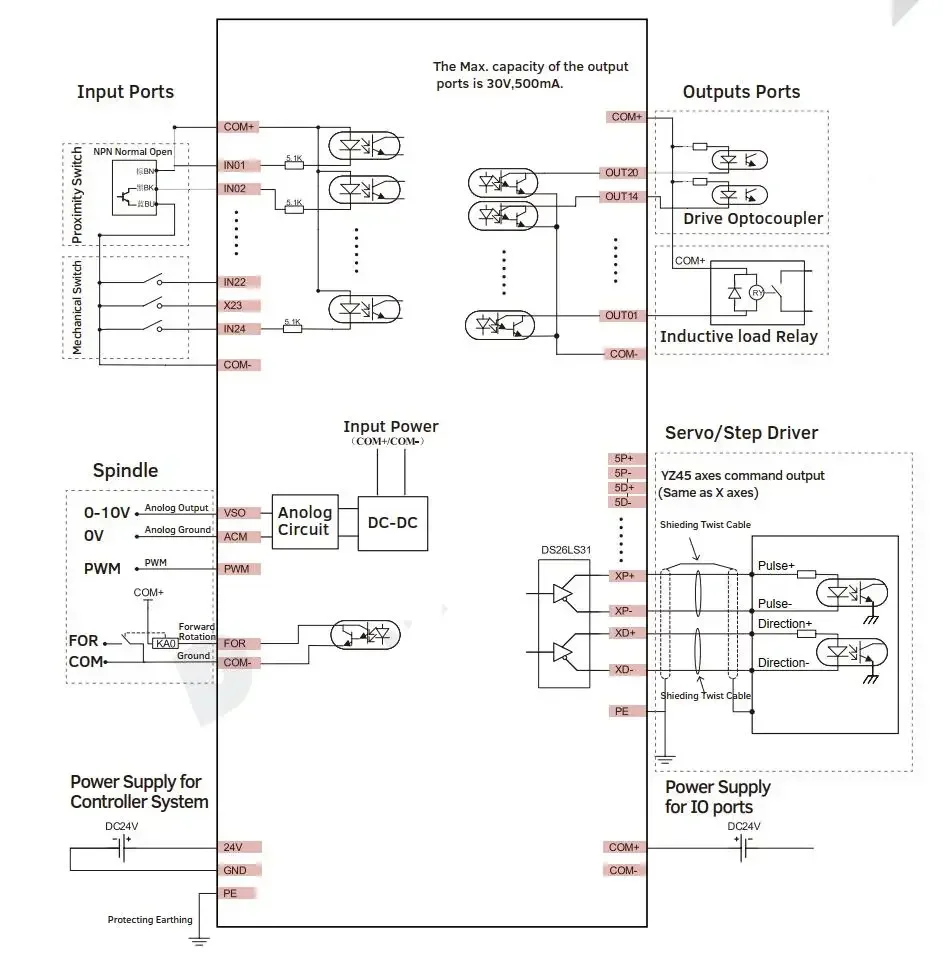
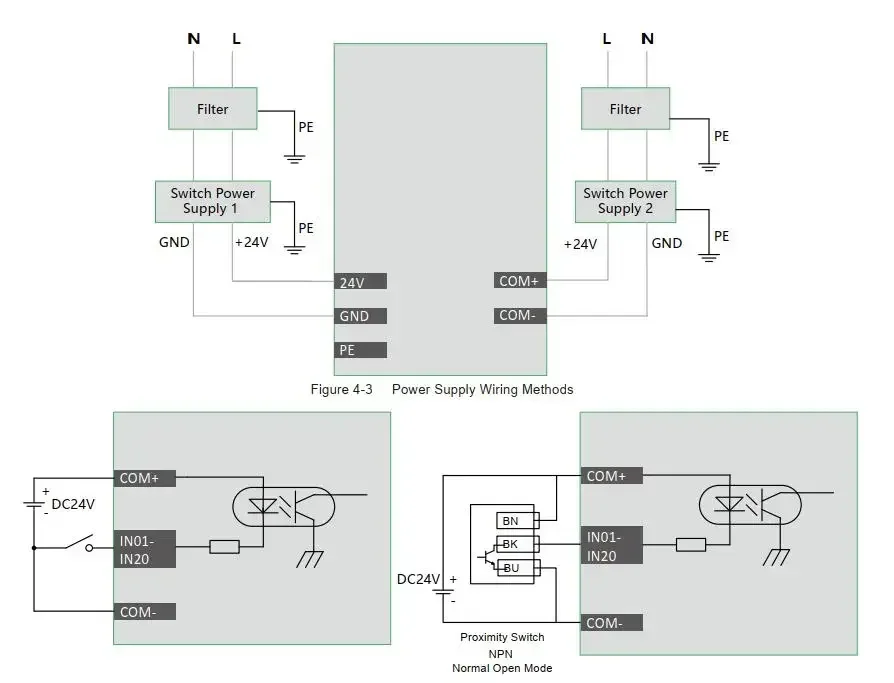
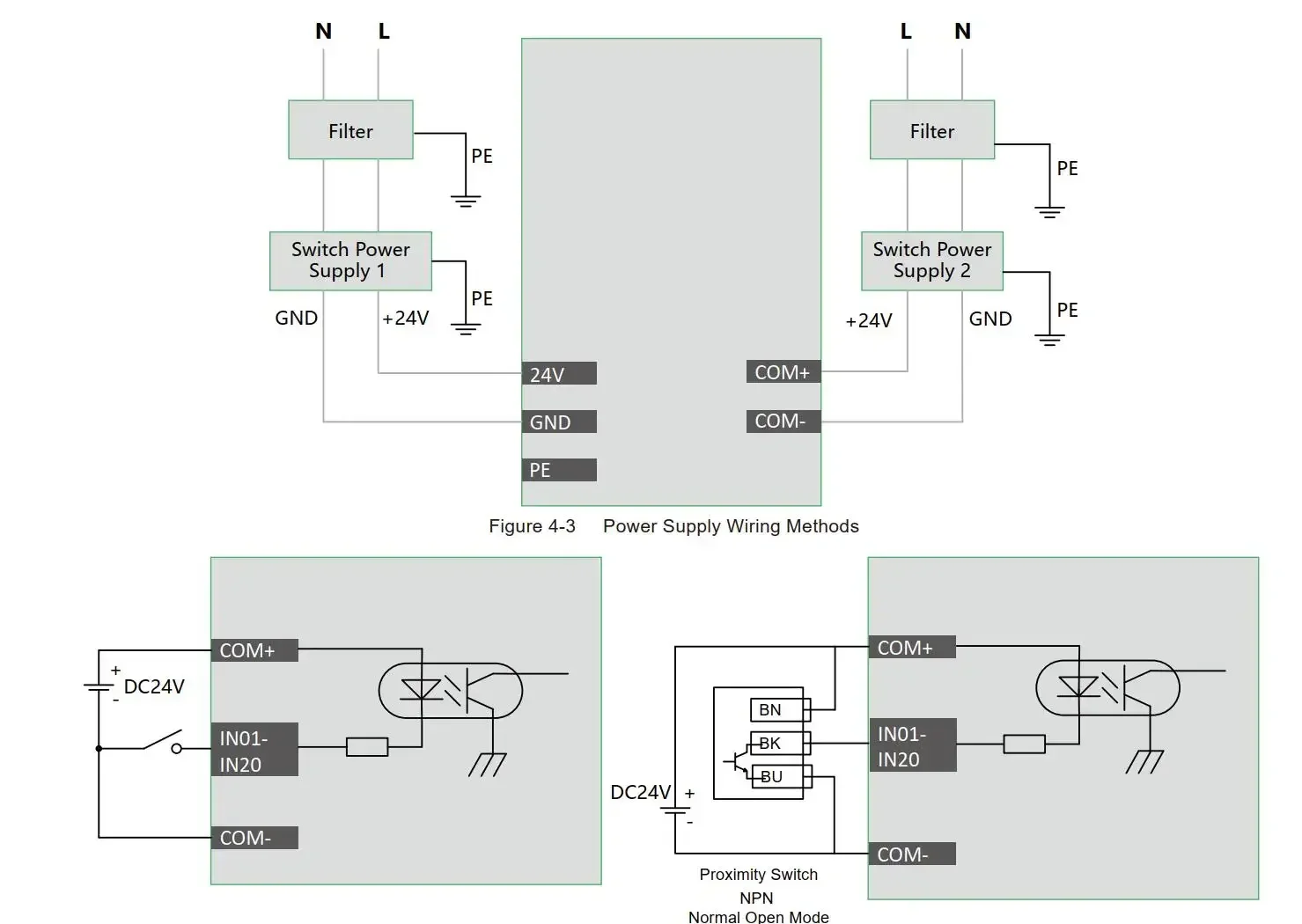
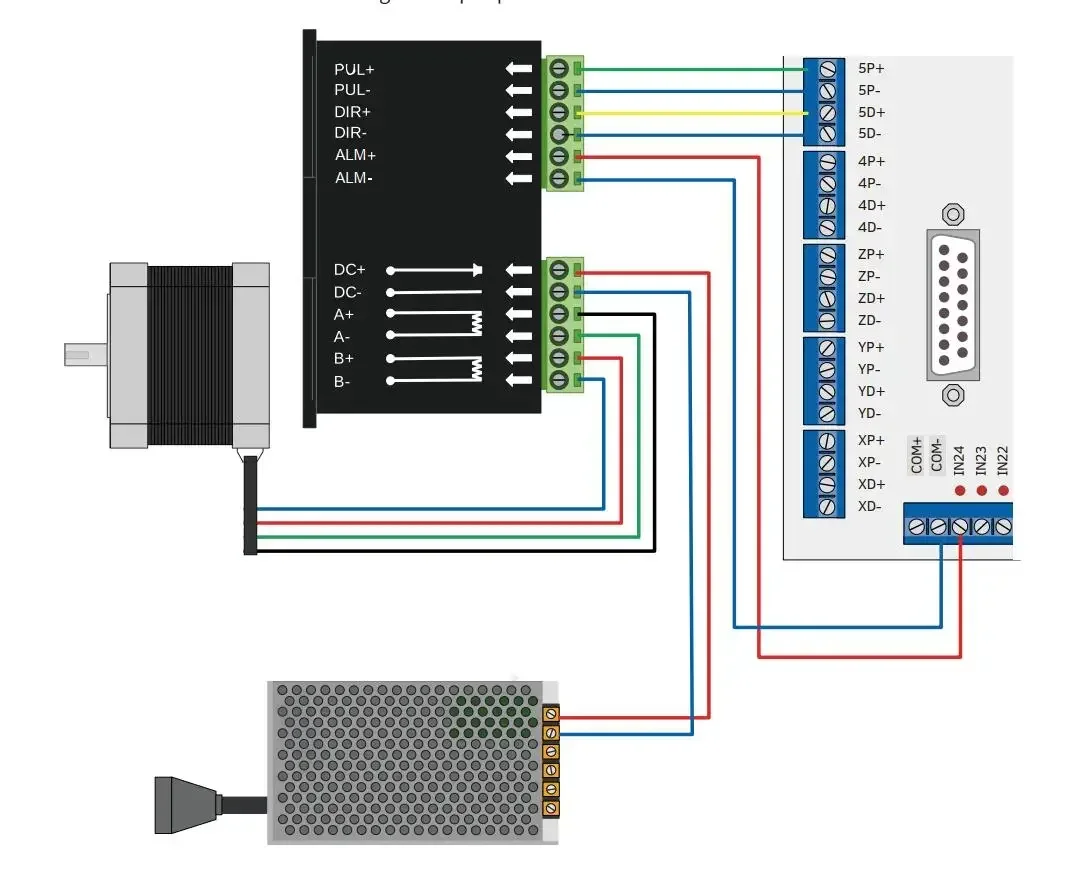
DDCS-EXPERT/M350 requer duas fontes de alimentação, a fonte de alimentação principal é usada para o sistema controlador e a fonte de alimentação da porta IO é usada para entrada e saída e porta MPG.Ambas as fontes de energia são 24VDC e a corrente é 3A.A porta de entrada de energia, marcada com 24V e GND é a porta de entrada de energia principal; nas portas de entrada de energia IO, COM e COM- são portas de entrada/saída e portas de entrada de energia do MPG.Por favor, mantenha Lembre-se de que o controlador pode funcionar normalmente somente se as duas fontes de energia estiverem conectadas corretamente de forma adequada.Muitos novos usuários apenas fornecem energia ao sistema e, em seguida, existem interruptores, relés, MPG e limitados. O fuso não funciona, então verifique se ele ainda está fornecendo energia para a porta IO.A fonte de alimentação IO fornece energia para todas as portas IO, incluindo switches restritos, relés, MPG, Etop e todas as outras portas de entrada e saída, sem ela o fuso, MPG, portas de entrada e saída não funcionarão.Para evitar ruído elétrico, é altamente recomendável usar duas fontes de alimentação separadas de 24 V.Para evitar ruído elétrico de alta frequência do cabo de alimentação, é altamente recomendável instalar um filtro de ruído na extremidade de entrada de energia da fonte de alimentação chaveada
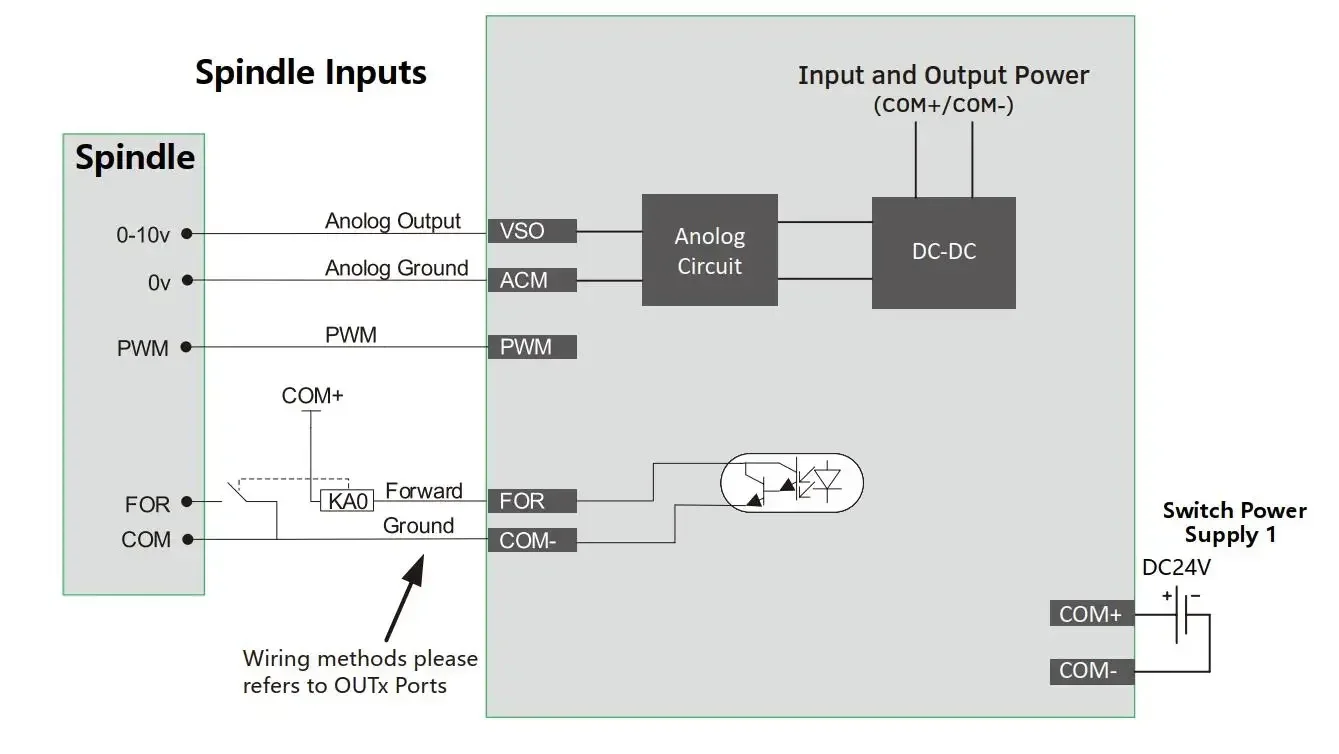
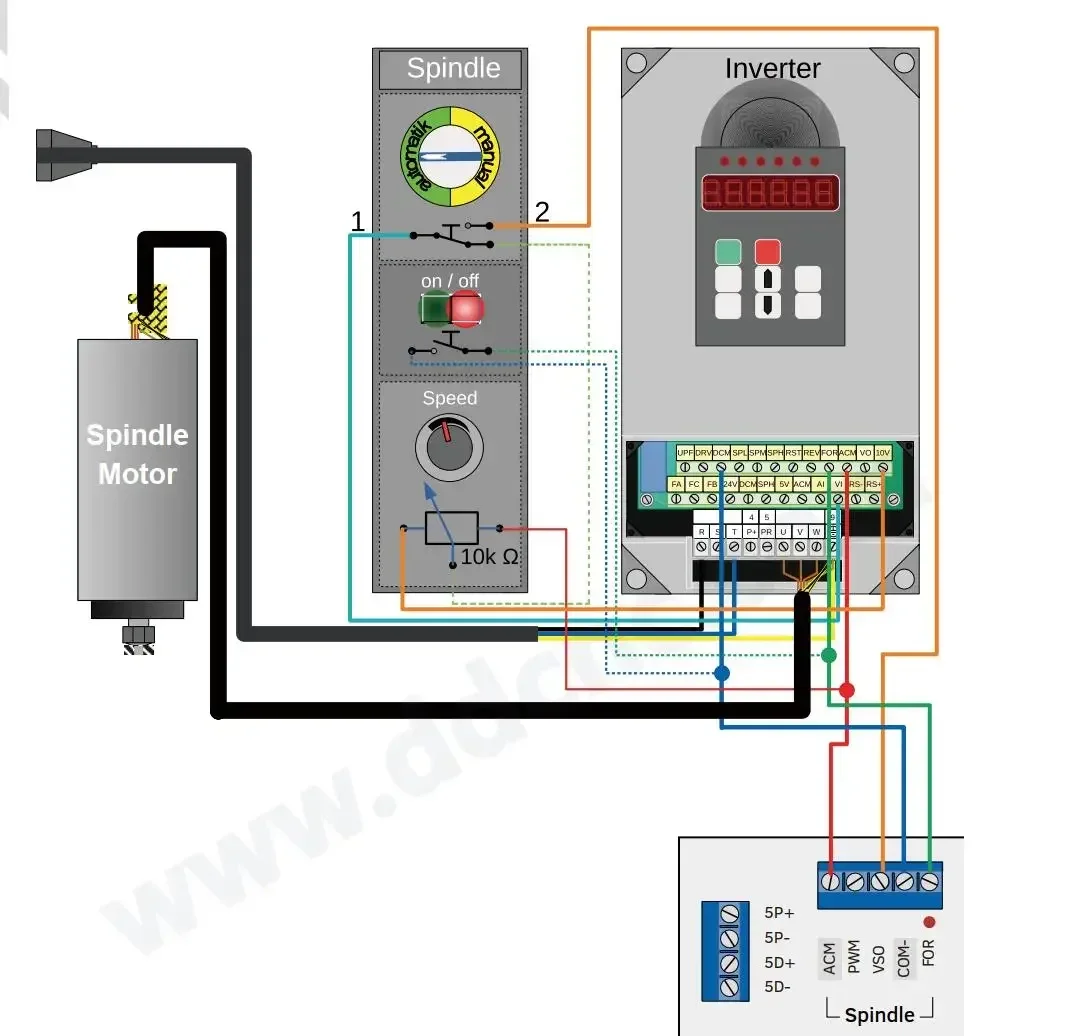
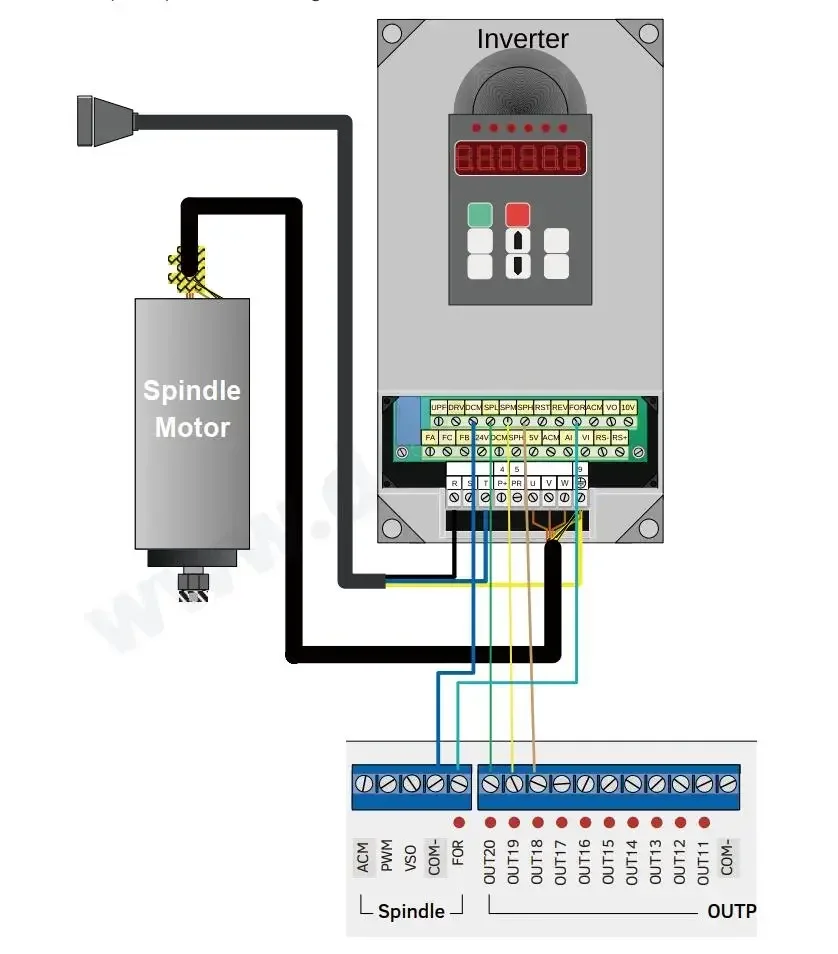
Introdução à fiação do inversor:
No fuso analógico, o terminal de saída de controle de velocidade pode produzir 0-10V.Pode ser ajustado enviando uma tensão entre 0 a 10V para o VFD, a velocidade do motor do fuso.Use VFD (variável Frequency Drive) para controlar a velocidade do fuso, bastando sinal iniciar/parar e sinal 0-10V para controlar a frequência.O método de fiação da porta FOR é o mesmo da porta de saída normal.FOR é usado para saída direta do fuso ou saída start/stop;O circuito analógico é isolado da saída de energia, não provoque curto-circuito em ACM e COM- (DCM);Se você precisar apenas dos comandos de partida e parada do fuso, basta conectar a porta de saída FOR A estrutura do controlador com a porta de entrada inicial do inversor
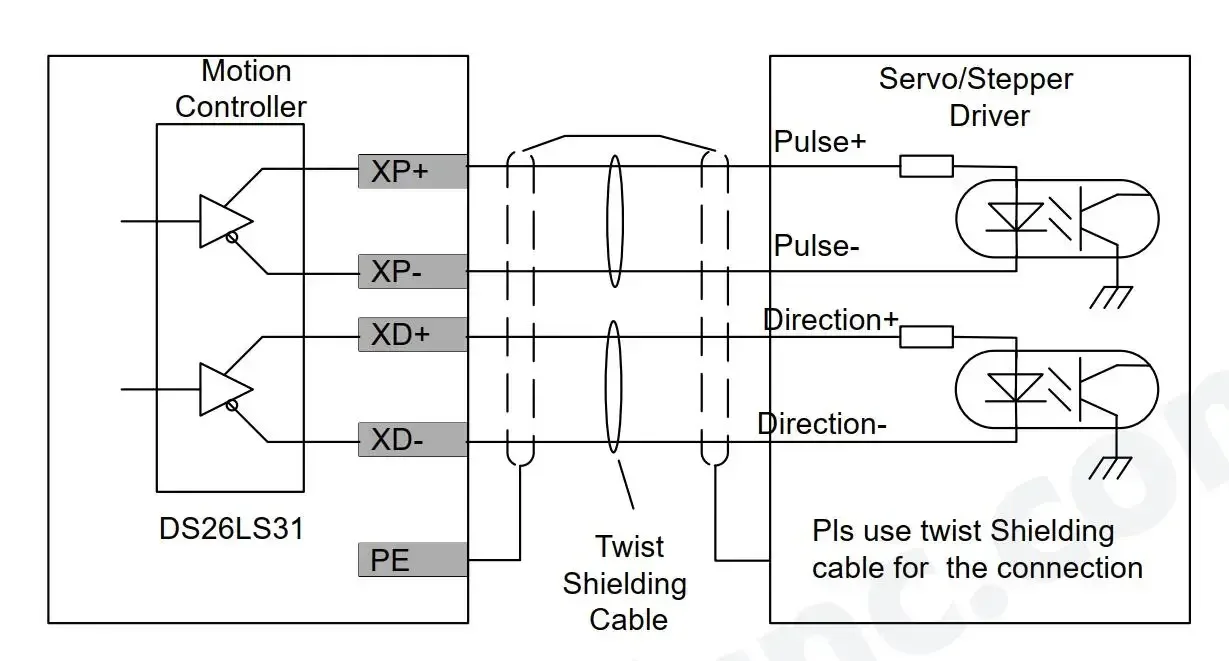
Fiação de acionamento:
Saída de controle de passo/servo, usamos pulso diferencial e método de saída de direção
Conforme mostrado na Figura 1-12,1Mhz por eixo. Existem opções de 3 ou 4 ou 5 eixos.
A figura 1-12 considera o eixo X como exemplo, Y, Z, A e B são os mesmos métodos de fiação.
A tensão de saída do sinal de pulso e direção é de ± 5V
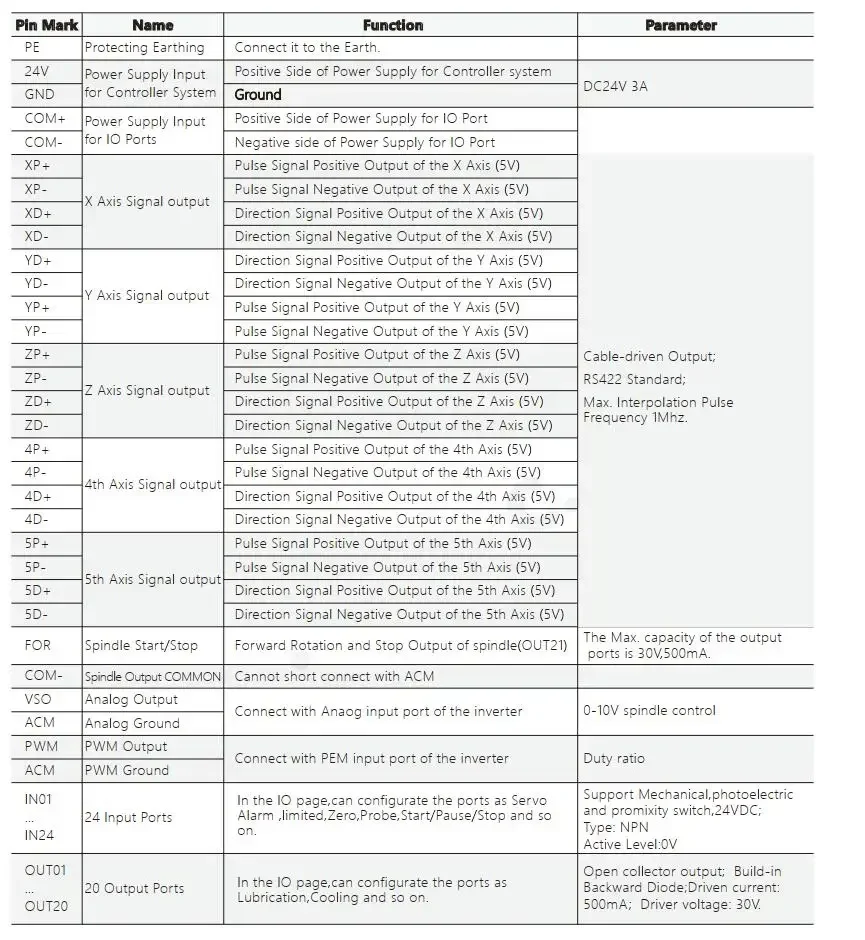
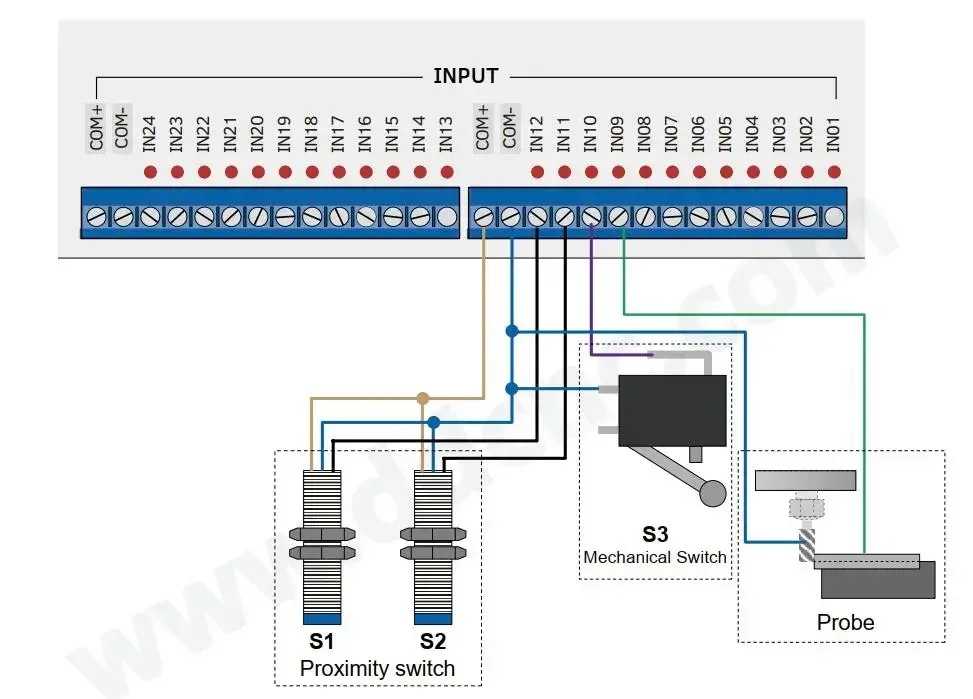
Fiação do sinal de entrada:
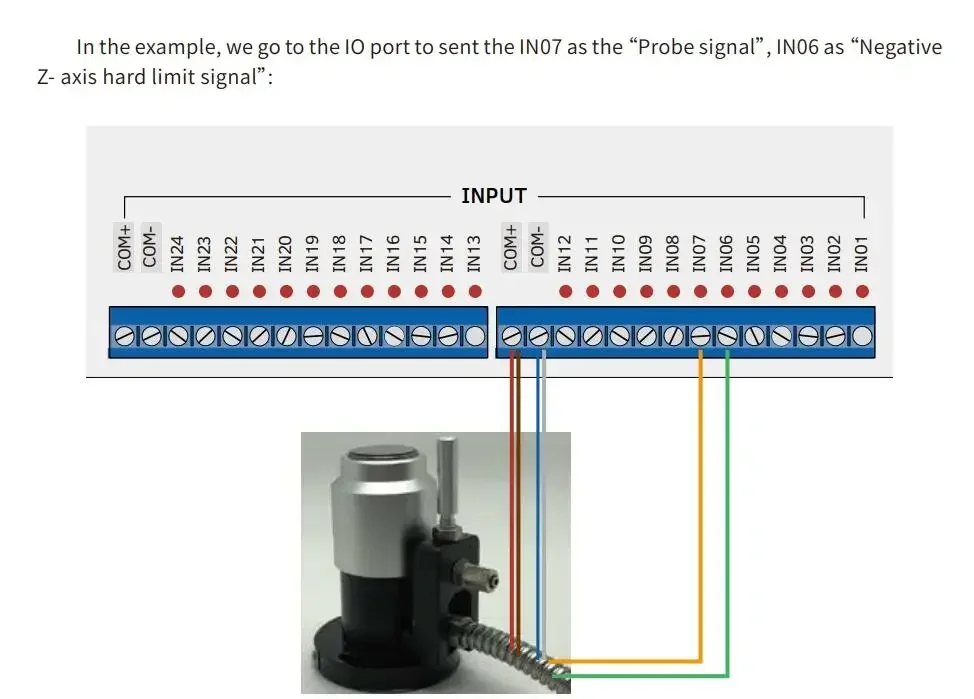
A entrada e saída DDCS-EXPERT/M350 são portas IO definidas pelo usuário, em nosso exemplo, definimos IN12,
IN11 e IN10 são usados como portas de entrada de "sinal de limite de eixo", e configuramos IN09 para "Sonda"
Porta de saída.
Observe que o tipo de interruptor de limite deve ser NPN normalmente aberto e a faixa de tensão é
24 VCC
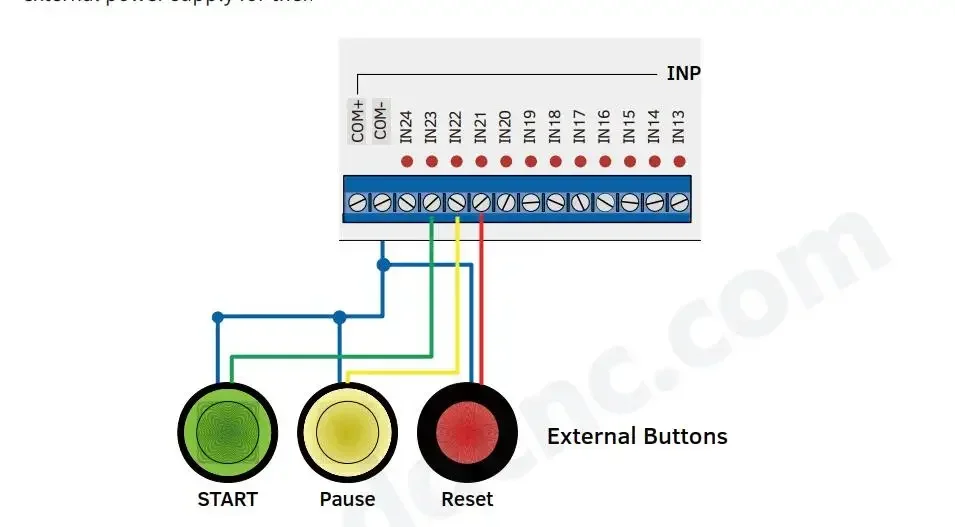
Entrada e saída DDCS-EXPERT/M350 são portas IO definidas pelo usuário. Em nosso exemplo, já definimos IN23
como porta de entrada “Iniciar Externo”, IN22 como porta de entrada “Pusa Externa” e IN21 como porta de entrada “Parada Externa”.
Escolha os botões externos que são uma entrada de fonte de alimentação de 24 VCC.
fonte de alimentação externa para eles
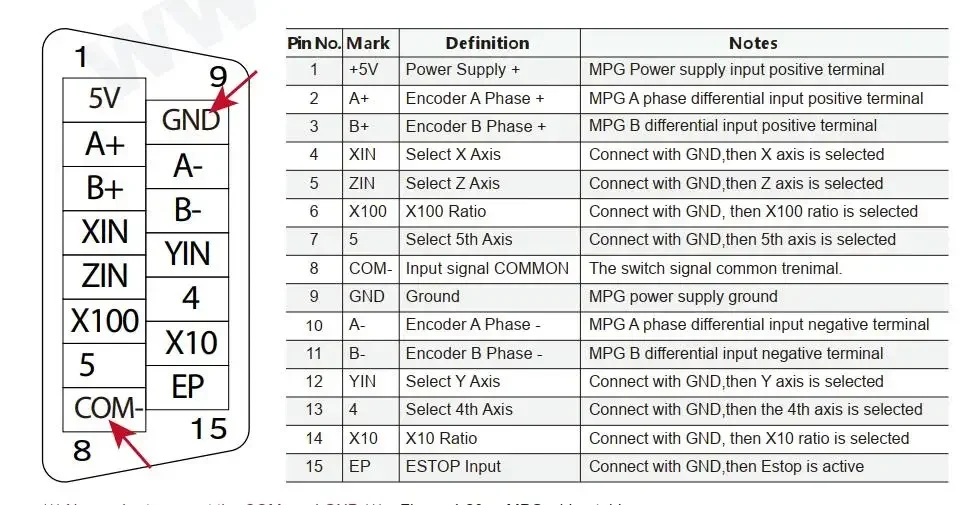
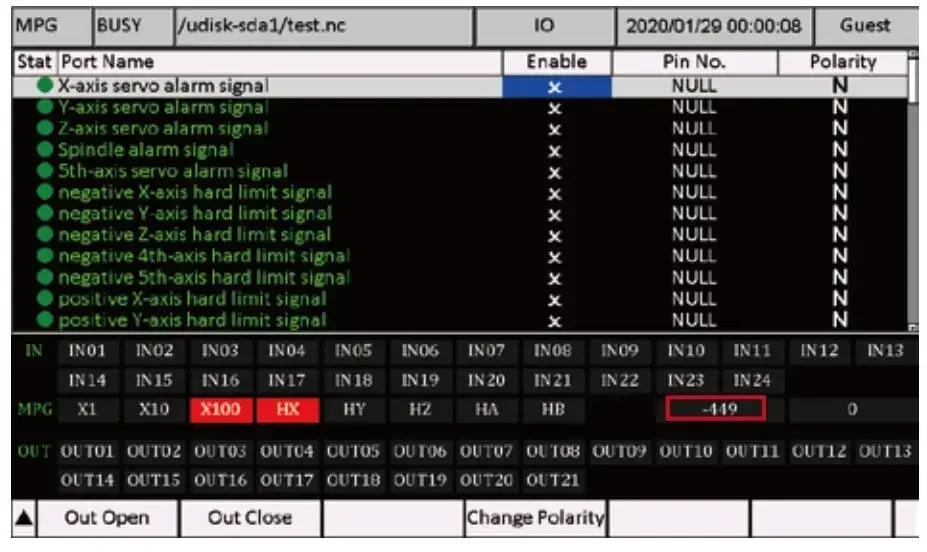
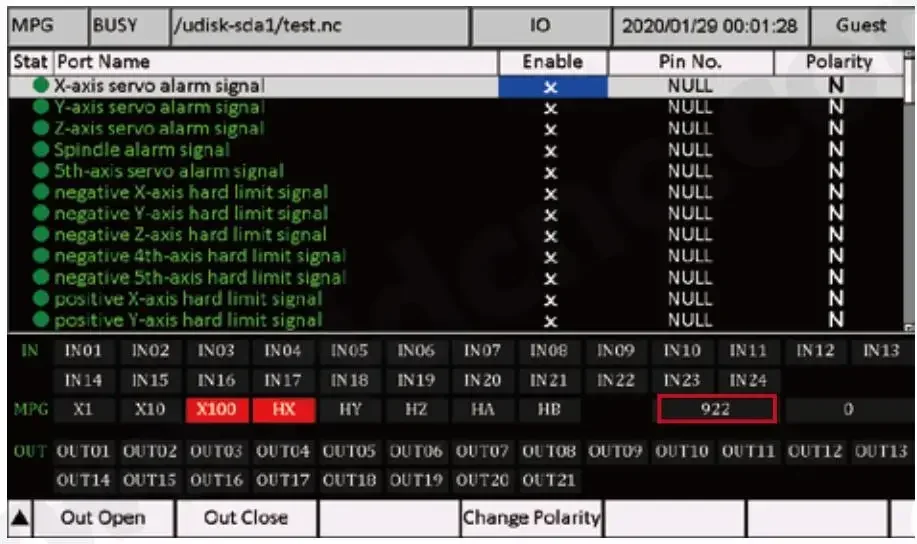
Fiação MPG:
importante:
1) O terminal COMÚN de todos os sinais de entrada é COM- em vez de GND; não provoque curto-circuito GND e
COM-
2) O MPG precisa ser alimentado através da porta de alimentação IO (COM/COM-), caso contrário o MPG não funcionará;
3) Devido à limitação de pinos, se X10 e X100 não forem selecionados, o sistema só precisa selecionar X1
padrão.
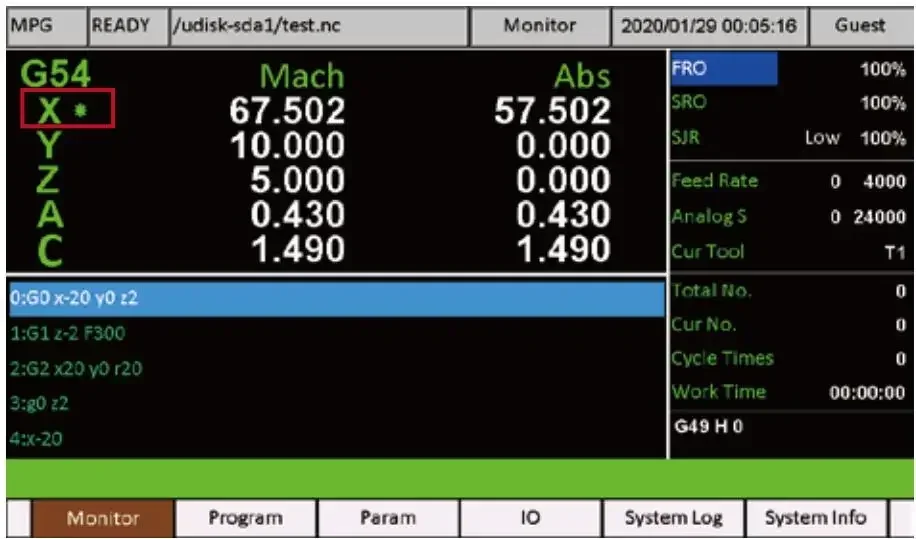
4) Use o MPG e pressione o botão “Trial Cut”, o sistema pode ser alterado para o modo “Guia do volante”.
Inicialização) pode estar ativa
A diferença entre a versão com suporte de plástico PCB e a versão totalmente reforçada em metal:
1.A aparência é basicamente a mesma.Da janela indicadora, a estrutura sanduíche é uma versão com suporte de metal, e o suporte branco puro é uma versão com suporte de plástico PCB.A diferença na estrutura torna a precisão e estabilidade da repetição das duas versões diferentes.
2.O custo da placa de suporte de plástico pcb é relativamente baixo e a estabilidade estrutural não é tão boa quanto a placa de suporte toda em metal.
3.A versão com suporte todo em metal refere-se totalmente ao princípio da Renishaw, com estrutura interna relativamente complicada, alto custo, boa repetibilidade e boa estabilidade estrutural.

A conexão pode realizar medições automáticas on-line e o off-line pode ser usado como um divisor acústico-óptico de 5 direções. Uma máquina é multifuncional, flexível e conveniente, com alta precisão.
1.A repetibilidade é 0,01.
2.Pode medir peças isoladas.
2.O sinal da sonda NPN não inclui a fiação do sistema, você deve ler a fiação manual do sistema sozinho. Geralmente suporta o instrumento de configuração de ferramentas.
Sem fiação, pode ser usado como divisor fotoelétrico.
Comprimento da sonda: 20mm
Diâmetro de fixação: 6mm
Comprimento de fixação:<20mm
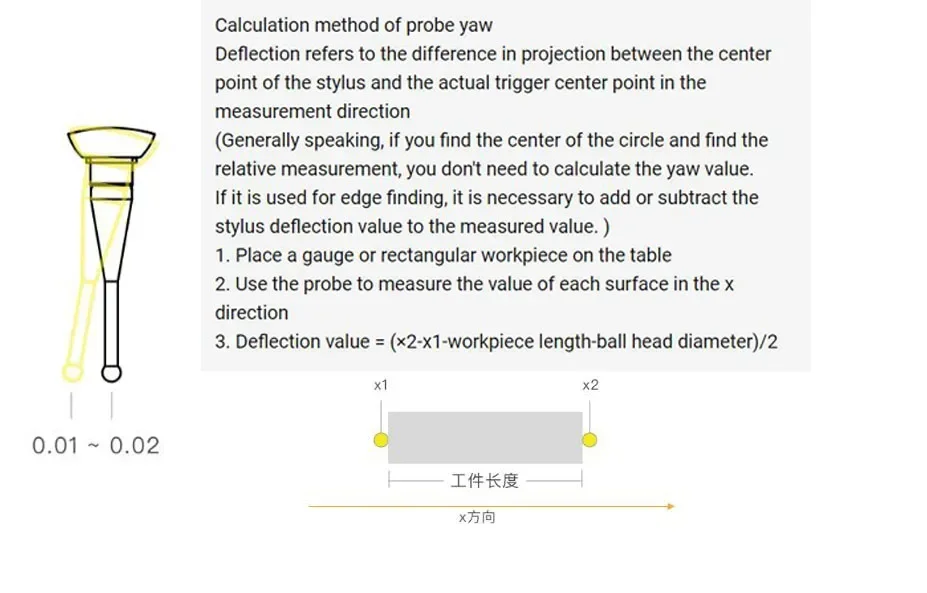
Repetibilidade: 0,01 mm
Par de balanço XY: 3mm (será danificado se exceder o curso)
Par de pêndulo Z: 1,5 mm (será danificado se exceder o curso)
Bateria: Bateria de lítio (carregamento automático online)
Trabalho offline: suporte (pode ser usado como haste de divisão fotoelétrica)
Trabalho de conexão: suporte (pode ser utilizado com o sistema para centralização automática)
Método de conexão: linha de dados de distribuição
Amostra: Φ 1 aço de tungstênio
Sonda: Φ1,5 rubi
Classificação à prova d'água: IP43 (você pode trabalhar em ambientes de pulverização de refrigerante se não tiver fome)
Tensão de trabalho: 6-30v (queimaduras por sobrepressão, baixa tensão não pode funcionar)
Problemas comuns e métodos de melhoria:
1. Definição de conexão de linha de dados
O fio vermelho é IO (sinal), o fio branco é GND e o fio amarelo é OV (GND).
2.Se deve ligar a velocidade do fuso durante a detecção
A. O localizador de borda foi projetado para suportar uma rotação máxima de 600 rpm. A rotação de alta velocidade danificará o localizador de borda.
B.Quando a linha de dados está conectada para detecção automática, o fuso não pode ser aberto e a rotação quebrará a linha de dados e danificará o localizador de borda.
C. Quando a linha de dados não está conectada e é simplesmente usada como haste de centralização acústico-óptica, também é possível ligar o eixo principal para girar a uma velocidade de 600 rpm/min.
Aderir diretamente sem abrir o fuso.
3.Como avaliar se a posição inicial do localizador de bordas é precisa após o sinal de disparo?
Depois que o localizador de borda for instalado no mandril e o medidor for girado para 0, empurre a sonda manualmente. Depois que a sonda retornar à sua posição automaticamente, gire o localizador de borda para ver se o valor do medidor é um valor constante.
4.Por que a concentricidade é diferente depois que o localizador preciso de bordas é reinstalado no fuso e no mandril?
Cada vez que o localizador de borda é reinstalado, ele é afetado pela concentricidade do fuso e pela concentricidade do mandril. O desvio de concentricidade do fuso e do mandril fará com que a concentricidade da sonda do localizador de borda se desloque.
5.Como melhorar a precisão da detecção no caso de que a precisão da estrutura mecânica do sistema CNC da máquina-ferramenta não possa ser melhorada ainda mais.
A. Gire o centralização através do fuso a uma velocidade de 600 rpm (este método só pode ser usado para trabalhos off-line e desconectados. Se você precisar girar o localizador de borda para detecção de centralização automática, você pode adquirir um localizador de borda sem fio para conseguir)
B.O desvio do fuso e do mandril pode ser melhorado fazendo com que o indicador de posição 0 de ajuste do localizador de borda no fuso e no mandril, e o localizador de borda é fixado na mesma posição e direção em relação ao mandril e ao fuso cada vez que é instalado.(A solução mais fundamental é melhorar a precisão do fuso e do mandril)
C. O tempo de resposta de processamento de sinal do localizador de borda é fixado em cerca de 0,0005 ± 0,0001s, mas a consistência de atraso de vários graus de sistemas de controle numérico e circuitos de suporte é bastante diferente. Quando a sonda estiver se aproximando da superfície medida, tente reduzir a velocidade de movimento do eixo, o que pode reduzir o erro causado pelo problema de consistência do atraso.






Avaliações
Ainda não existem avaliações.